
My projects this year are to give it a try to PU sidewalls, make a resort-only ski (groomers / hardpack), make a pair of skis for my brother who skis the Pyrénées in France (hard snow / tough skiing conditions backcountry ski), and a fat ski for me.. just for fun (and hopefully for a ski trip in BC this winter... fingers crossed !)
I'm starting with the resort ski + PU sidewalls, it will also be my first ski made with the help of the CNC.
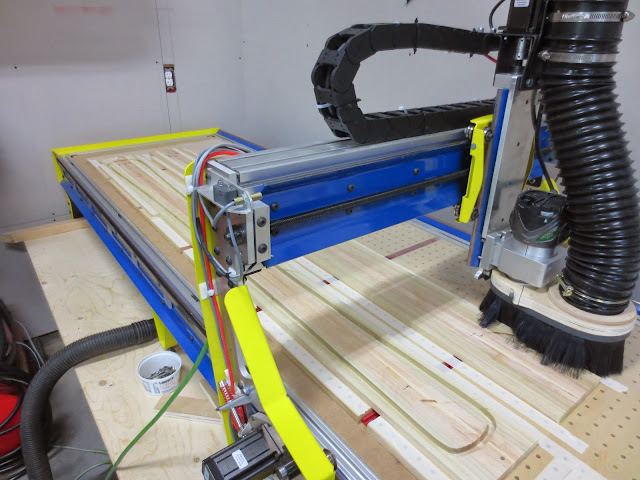
Core blanks have been glued and I started the machining on the CNC, here are the first pics.
Cutting the groove on the CNC:
The 2 skis are done, they are slightly different though..


The ski on the right is the first I've cut : a 1/2in wide groove all around (8mm to the inside /4mm+ on the outside of the ski just in case of core shifting), leaving only a .5mm skin on the bottom.
The program was supposed to cut the 2 skis but we had a power shortage just when the router was jogging to start ski #2 ! pretty lucky !
Because of that I had some time to check a few things and decided I would make the 2nd groove differently.
I made some calculations and noticed if I was doing 2 times the same big groove I would not have enough PU for both skis.. not good !
So for the 2nd ski, I did the groove only 10mm wide (8mm to the inside, 2mm as a safety margin) but the big thing is the groove is not full depth all around.
I managed to make the groove depth the exact opposite of the thickness profile (+ some safety)... well it's not super exact since it's a "stepped" depth but it will definitely do the job. By doing so, my calculations shows a reduction by 40% of the PU that will be required.
The plan is to pour the PU, skim the cores on the CNC (or on the planer) to have a clean flat surface, drill the inserts holes and machine a shallow groove to sit the edges, then flip the cores and profile them...
Tomorrow I should be pouring the sidewalls, 48h curing time might set me to continue on the CNC on sunday.
Will keep you posted !







